CCPP Plant was experiencing reliability issues and noisy operations due to problem valves
The demands placed on energy providers today are high – and getting higher. With plants cycling more often and output pushed to the maximum, parts are subjected to unprecedented stress. Control valves in particular can experience degradation and premature failure, impacting both process control optimization and overall plant performance and reliability.
A major energy provider in North America was wrestling with repeated control valve issues in its boiler main feed pump recirculation application at a 570MW 2×1 Combined Cycle Power Plant (CCPP). However, the energy provider also used IMI CCI Turbine Bypass Valves at the plant. In contrast to the competitor brand control valves, the IMI CCI valves had an excellent record. The plant manager explained, “We have had more than ten IMI CCI valves installed for the last twenty years. They require minimal maintenance and deliver exceptional performance.” Based on this history, the plant manager asked IMI CCI to recommend a long-term solution for their control valve problem.
The existing equipment required frequent maintenance due to part failure and excessive noise, impacting plant reliability and resulting in excessive downtime and an extremely high total cost of ownership (TCO). – Plant Manager
Uncovering the root cause of the issue: flow was 240% higher than recommended rates
Designing and optimizing control valves for severe service applications such as the one at the energy plant requires deep expertise. An IMI CCI team went onsite and conducted an evaluation and root cause analysis to determine whether the existing valves would need to be replaced or upgraded in order to meet International Society of Automation (ISA) guidelines and deliver maximum performance and reliability.
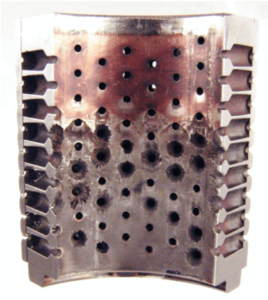
The team found that the existing valves’ conventional cage technology had just four stages of pressure reduction. This was inadequate for the operating conditions as it allowed fluid velocities of up to 240 ft/s in the valve trim. For continuous service, ISA guidelines recommend that trim exit velocities be maintained at less than 100 ft/s. The unsuitably high fluid velocity was causing cavitation, erosion, and high noise.
A drastic increase in pressure letdown stages was required. The team determined that applying up to twenty pressure reduction stages would limit the trim exit velocity to 60 ft/s and keep the noise level below 75dBA. The great news for the energy plant was that this could be achieved without replacing the control valves by incorporating DRAG® Disk Stack technology into the existing valves via IMI CCI’s Retrofit3D solution.
Retrofitting with the DRAG® Disk Stack
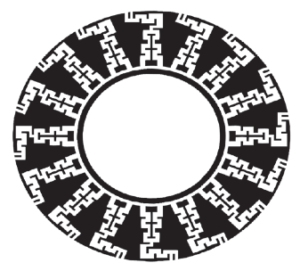
IMI CCI’s DRAG® Disk Stack is a multi-stage, tortuous path trim that uses right angle turns to reduce the pressure through the valve in controlled stages. The multi-stage trim design eliminates problems with flashing, cavitation, erosion, noise, and vibration by limiting the fluid trim exit velocities to less than 100 ft/s, which is in line with ISA guideline.
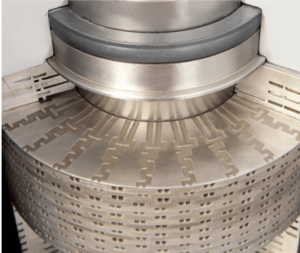
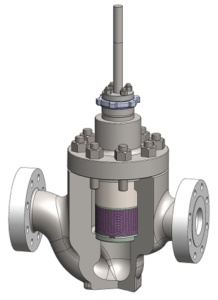
Using IMI CCI’s Retrofit3D solution, the team designed a custom-engineered DRAG® trim to fit perfectly within the dimensions of the existing valve body without the need for in-situ machining of any parts. Parts were manufactured utilizing additive manufacturing technologies to replace the cage (with a multistage DRAG® Disk Stack), plug assembly, and seat ring. Once the parts were ready, IMI CCI’s Field Service and Advanced Engineering Services teams oversaw the installation and verified performance.
Great Value from Great Valves
By taking advantage of IMI CCI’s Retrofit3D solution and DRAG® Disk Stack technology, the energy plant was able to:
Save money
A valve replacement is a significant capital expense project. In contrast, the retrofit was a cost-effective solution that could be handled within the regular maintenance budget.
Move quickly
Replacing an entire valve is a time-consuming process that can only take place during a planned outage – which may be weeks or even months away. The retrofit, however, was carried out seamlessly as part of the plant’s regular maintenance.
Improve TCO
In addition to saving money upfront, the plant improved TCO through lower maintenance costs and longer valve lifespan.
Increase efficiencies and reliability
The retrofitted valves deliver greater process control, higher performance levels, and stronger reliability for the energy plant.
“It is expensive and time-consuming to replace a valve since it requires a nondestructive evaluation (NDE), change management, and multiple approvals. Being able to simply drop in a trim set – that is huge. We just had to change the part numbers in the inventory system and we were done. It was a far less expensive and much easier solution.” – Plant Manager
Excellent Performance for Optimized Production
With the new DRAG® Disk Stack, plug assembly, and seat ring in place, the energy plant has experienced better performance from the valves across their full range of stroke, meeting and exceeding expectations. Plus, regarding noise attenuation, the plant manager commented that the control valves “now run as quietly as an electric car.” In summary, the plant manager confirmed…
“IMI CCI really cares about their customers’ needs. Instead of just trying to sell us a brand new valve, they listened to what our needs are. In doing so, IMI CCI helped us stay within our budget and keep the plant competitive in the marketplace” – Plant Manager
- IMI CCI valves require minimal maintenance and deliver exceptional performance.
- It is expensive and time-consuming to replace a valve… being able to simply drop in a trim set – that is huge.
- IMI CCI helped us stay within our budget and keep the plant competitive in the marketplace.
Contact us at retrofit3d@imi-critical.com for more information and to speak to our product experts.